Solutions
Seven robot palletizers were installed, enabling mass production and stable supply.
Tomoe Dairy Co., Ltd. 2nd Factory

overview
牛乳や飲料の総合メーカー、トモヱ乳業の第2工場は、主力製品である牛乳と成長するコーヒー飲料や果汁飲料の生産拠点です。万全の品質管理のもと、1階の充填製品搬送ラインにはオークラのコンベヤシステムをはじめロボットパレタイザが7台稼働し、徹底した省力化と効率化を実現。スーパーなど大口注文にも安定供給できる体制を整えています。
Equipment Features
Feature 1
回収クレートのデパレタイズ
小売店からパレット単位で回収される空クレートは、洗浄ラインに供給されます。ラインの出発点で導入されたのがロボットデパレタイザです。パレット上の空クレートを1列(4ケース)ずつデパレタイズし、洗浄ラインへ移載します。洗浄機は高機能高速タイプが導入され、機体内でクレートのほこりや汚れ、ラベルを徹底除去するとともに、乾燥まで行います。洗浄された空クレートは、ケーサーが待機する箱詰めエリアに運ばれ、充填された紙パック製品が詰められます。

回収クレートを洗浄ラインに移載するロボットデパレタイザ

The crates are fed into the high-speed washer one after another.
Feature 2
実クレートのパレタイズ
製品が詰められたクレートは、ロボットパレタイザが7台並ぶパレタイズエリアに運ばれます。ロボットパレタイザは1台に2ラインの積み付けステーションを持ち、到着順に2パレットに積み分けます。クレートは底面にインローと呼ぶ出っ張りがあるため、下のクレートの枠に確実にはめ込まないと荷崩れの原因になります。ロボットパレタイザは、専用ハンドとロボット制御の組み合わせで確実な積み付けを実現。1ハンド4ケース掴みで、1段12ケースを5段に正確に積んでいきます。
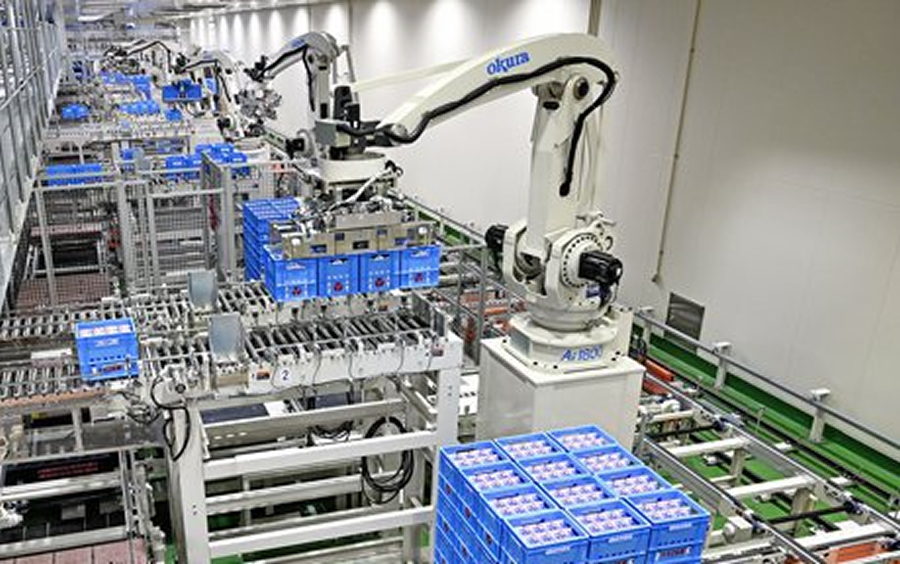
Seven robot palletizers have been installed

The robot palletizer reliably stacks crates with inlays on the bottom.
Effects of introducing equipment
パレット積みされた製品は4600パレットが一時保管できる自動倉庫に格納され、いつでも出荷することができます。上流側のスピーディな流れに保管機能を備えることで、トモヱ乳業が目指す安定供給が実現されました。

An automated warehouse where the temperature inside is kept at 10 degrees
Customer testimonials
牛乳は第1工場で生産し、第2工場は需要が拡大するコーヒー飲料や果汁飲料の生産拠点となります。第2工場で製造する製品はスーパーなど大口注文のお客様が多く、安定供給できる体制づくりが不可欠でした。そのためには最新の製造システムだけでなく、作られた製品を効率よくスピーディに出荷できる物流システムの構築が必要です。ロボットや製品を一時保管する自動倉庫などを活用したマテハンシステムの導入により、お客様の要望にご満足いただける生産体制が整ったといえます。
- Company Name
- トモヱ乳業株式会社
- Business content
- 牛乳、乳製品、各種飲料 、デザート類の製造・販売
- Number of employees
- 343名(2021年4月現在)
- Home page
- https://tomoemilk.jp/
